Тема: утяжка при литье толстотенной детали
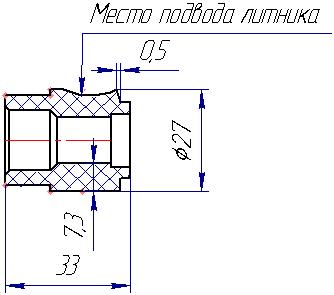
В процессе литья толстостенной детали из материала ПА 610 ЛО22 СВ30 (см. рис.)идет утяжка в месте подвода литника и коробление до 0,5мм.
Вначале был точеный литник диаметром 0,8 мм затем литник увеличили поменяв на щелевой 1,5х3 мм утяжка уменьшилась но коробление осталось прежним.
Выдержка под давлением доводили до 20 сек и выдержку в форме до 30 сек увеличивали навеску до появления облоя, меняли скорость впрыска (ступенчатую скорость впрыка не позволяет делать ТПА) но от дефекта избавиться не удалось, что еще можно предпринять?