Главная » Новости САПР Опыт использования СКМ ЛП «ПолигонСофт» при моделировании отливки «Корпус редуктора» на ООО «Кировский завод электромагнитов „Димал“»
Основной задачей при изготовлении небольших партий отливок является их скорейший выпуск с минимальными затратами на разработку технологии и подготовку производства. Именно такую задачу предстояло решить в процессе освоения отливки «Корпус редуктора» изготавливаемой из стали 35Л с использованием технологии литья по газифицируемым моделям.
Контрольные операции после изготовления первой отливки выявили усадочные раковины и пористость в местах прилегания крышки редуктора. После этого решено было отказаться от натурных экспериментов, а причины возникновения брака определить с использованием системы компьютерного моделирования литейных процессов «ПолигонСофт». Предприятию была предоставлена временная лицензия на это ПО, и все работы по изменению технологии специалисты литейного цеха выполнили самостоятельно.
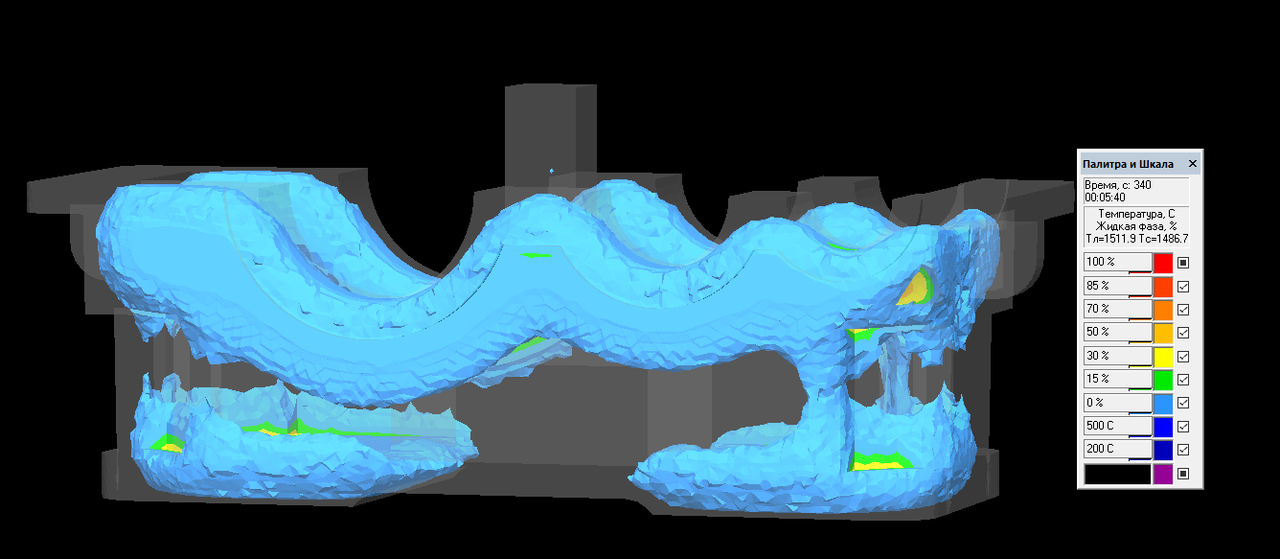
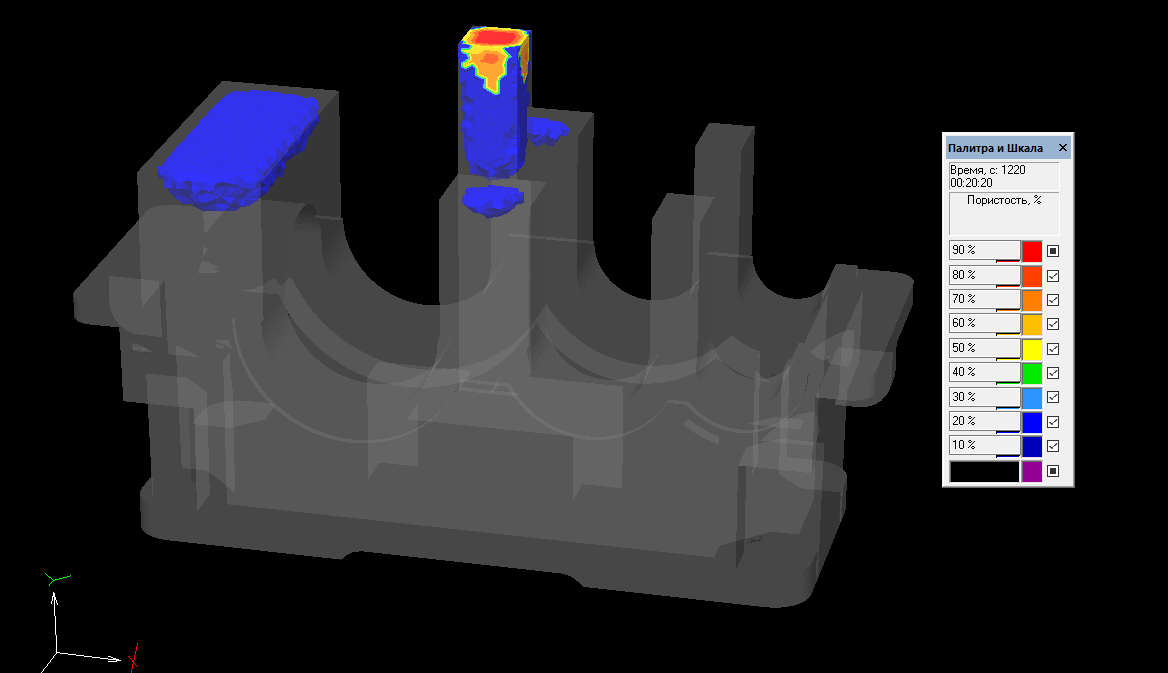
Моделирование и анализ технологии в СКМ ЛП «ПолигонСофт» показали, что при существующей конструкции литниково-питающей системы (рис. 1, 2) затвердевание неизбежно связано с появлением подобных проблем. По результатам исследований была разработана новая конструкция литейного блока, обеспечившая отсутствие дефектов в местах прилегания крышки к корпусу. Размеры и расположение прибылей определены в ходе серии численных экспериментов без необходимости доработки модельной оснастки и изготовления опытных партий отливок.
|
|

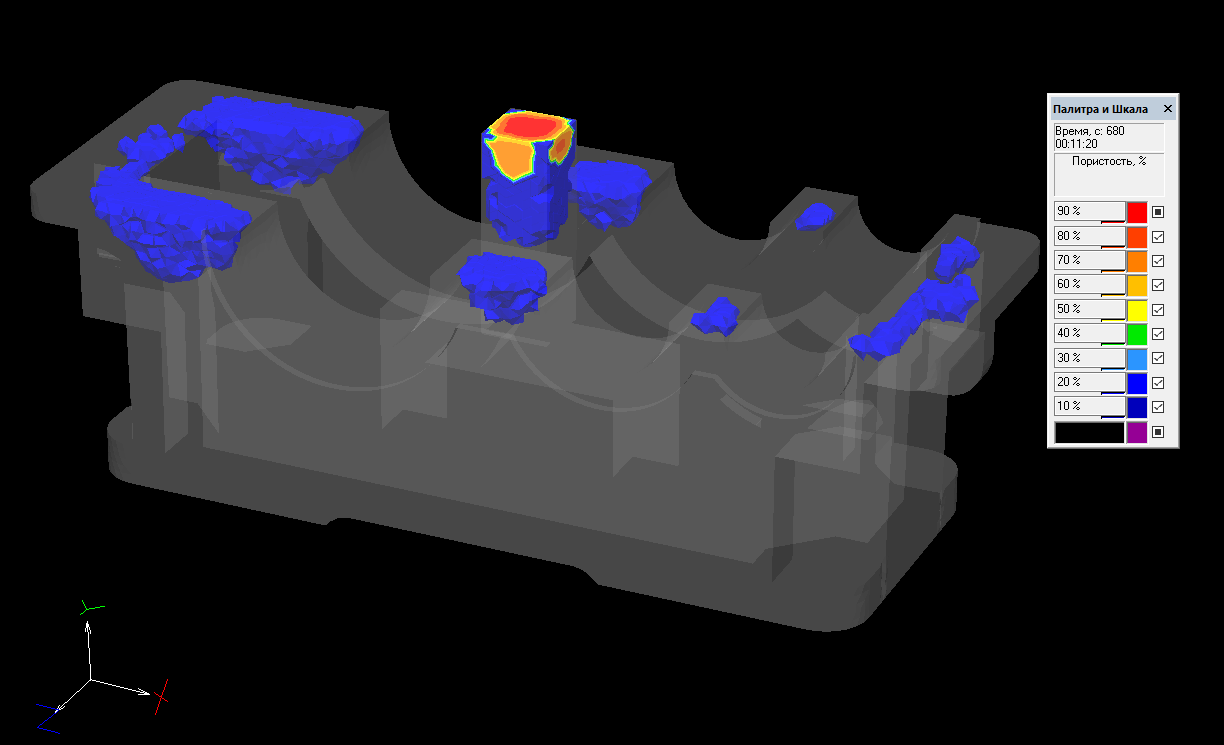
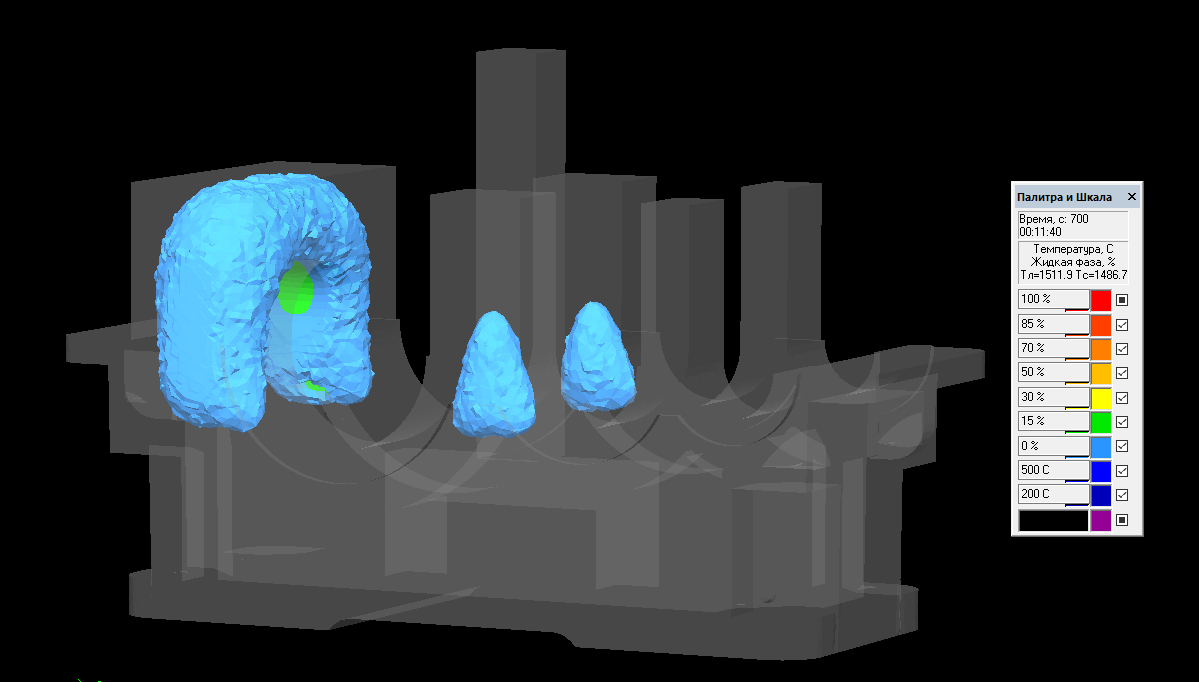
Когда моделирование в СКМ ЛП «ПолигонСофт» показало желаемую картину усадки при измененной конструкции литейного блока (рис. 3, 4), была доработана модельная оснастка, а затем изготовлена опытная партия отливок с их последующей механической обработкой и контролем дефектов. Полученные результаты (рис. 5) позволили запустить новую технологию в производство. Заказ выполнен вовремя и с минимальными затратами, предприятие получило ожидаемую прибыль.
Узнайте больше о системе компьютерного моделирования литейных процессов (СКМ ЛП) «ПолигонСофт» на сайте poligonsoft.ru.
Статьи из журнала CADmaster по упомянутым продуктам
-

Моделирование литейных процессов: что выбрать?
Бурное развитие компьютерной техники и применение математического моделирования в литейной промышленности привело к появлению большого числа программ, посредством которых более или менее успешно решаются задачи, с которыми литейщики сталкиваются в повседневной практике. На сегодня в мире насчитывается более десяти систем автоматизированного моделирования литейных процессов (САМ ЛП). Специалистам хорошо известны немецкая программа Magma и американская Procast, в этом же ряду нужно упомянуть американскую SolidCast, финскую CastCAE и немецкую WinCast. Две разработки - «Полигон» и LVMFlow - имеют российское происхождение... -

Моделирование литейных процессов. Эпизод 2-й. «ПолигонСофт» как он есть
Введение В предыдущем номере, начат цикл статей, посвященных практической стороне моделирования литейных процессов. В этом цикле описываются основные приемы и особенности работы в разных СКМ ЛП, без сравнительного анализа математических моделей ... -

Прогноз образования горячих трещин и расчет коробления отливок в СКМ ЛП «ПолигонСофт»
Моделирование напряженнодеформированного состояния (НДС) отливки - один из этапов разработки технологического процесса литья фасонного изделия. Игнорирование этого этапа повышает риск получения в отливках таких дефектов, как горячие и холодные трещины, коробление. Причины образования перечисленных дефектов известны и зависят от сплава, податливости формы, геометрии отливки, конструкции литниково-питающей системы, температурных режимов процесса литья и др. Устранение их опытным путем, методом "проб и ошибок", может оказаться процессом длительным и неэффективным.